企業名稱:廣州市拓珅表面處理有限公司
聯系人 :林叢英
電話:020-86770768
手機:13719100360
郵箱:tsst@top-ele.com.cn
傳真:020-86770718
地址:廣東省廣州市花都區東鎮花僑管理區僑北三路14號
網址 :www.onestoptaxishop.com
高速旋杯自動靜電噴涂技術,因其特點顯著:膜厚、顏色均勻,質量穩定;涂著效率可達90%以上;節能降耗保護環境;迅速有效的實現顏色切換和涂料管路清洗,生產效率高;能霧化噴涂高粘度、高固體份油漆等,逐步被廣泛應用于油漆車身的內、外表面噴涂施工。
依托技術的更新換代,高轉速旋杯自動靜電噴涂技術逐步由往復機發展成為6軸或7軸系機器人,靈活性更大,噴涂油漆外觀更優,已經在國內大多數涂裝線裝備。本文介紹的是自動靜電噴涂的工藝部分,通過本文使從業人員得到初步的認知。
2 油漆外觀在施工中的重點
為能夠獲取良好的油漆外觀,生產過程中需重點關注噴涂參數設定、霧化效果判斷、涂料性能的掌握以及根據漆膜狀態的及時調整等四個方面:
噴涂參數:主要考慮因素有噴涂工藝(溶劑型、水性、粉末型)、噴(旋)杯結構、涂料吐出量、成形空氣吐出量、旋杯轉速、噴涂距離、靜電高壓等。
霧化效果:主要影響因素有漆粒大小、速度、運行軌跡、漆粒噴出時的停留時間、霧化扇面的控制。
涂料的物料性能:包括漆料的粘度、固體份、溶劑類型數量、密度、表面張力、基料體系等。
噴涂效果:濕膜狀態中的干濕性、流平性、膜厚、色彩色調、目視外觀等。
通過上述四點可以實現獲得良好的油漆外觀。
3 靜電噴涂工藝的四步
3.1漆液機械霧化
1)霧化工藝,包括霧化、旋轉式霧化裝置、霧化原理3個部分
a.霧化:旨在擴大液體所能覆蓋的表面積,屬于物理作用方面的操作,效果的評定主要取決于霧化后油漆覆蓋面積的大小與涂著質量。霧化實際并非使涂料霧化成涂料離子,而是霧化成較小的涂料體;就像實際中的天氣“霧”一樣,是由小水滴組成的,不是水分子更不是水離子。霧化粒徑大小是漆膜流平的重要因素,霧化粒徑小,漆膜平滑性好。轉速大,漆霧密度趨小,溶劑揮發加快,要酌情添加高沸點溶劑。溶劑性漆,中涂漆轉速,一般控制30000-45000r/min;與底色漆轉速一般控制在35000-55000r/min;清漆轉速,一般控制在35000-55000r/min。
b.旋轉式霧化裝置:涂料首先被運送至噴杯內壁,然后借助旋轉所產生的離心力將涂料傳輸至噴口位置,霧化過程僅僅是通過機械作用力(離心力、空氣動力)來實現的。
c.霧化原理:噴杯在高速旋轉下,進行漆滴霧化、線狀分解、多片式霧化(片層狀、渦流狀)的離解機制,實現涂料的霧化;當噴杯旋轉大于20000r/min時,漆粒不會有衰變現象出現;對涂料進行線狀霧化的過程中,會在噴杯噴口處形成許多液態的線狀物質,液態物質通過線狀分解或是噴射漆流的分解作用重新形成漆粒,形成的小漆粒通過會聚形成大的漆滴;在噴杯轉速不斷增加的情況下,一般的線狀霧化轉化為片層狀或渦輪狀多片式霧化,多片式霧化處理之后的漆粒不會衰變,分布范圍比線狀霧化后的漆粒分布范圍寬。
3.2靜電加壓使漆粒帶電與靜電霧化
3.2.1加壓機制
旋杯或極針接負極,被涂件接正極,加電壓后在旋杯(或極針)與被涂件之間形成靜電場,當電壓足夠高時(一般旋轉式噴杯高壓上限為100KV),旋杯(或極針)附近區域的空氣產生強烈電暈放電,并使靜電場形成氣體電離區域。被霧化涂料在旋杯邊緣或極針處接觸帶電,帶電的漆滴經過氣體電離區時再次帶電,同時被分裂成更細小的帶電液滴,并在電場力的作用下向正極的被涂件移動,最終涂覆在被涂件面上。
如果靜電壓過高或噴涂距離過小,旋杯(或極針)與被涂件之間的空氣全部被擊穿,此時會發生火花放電,將引起噴涂設備、有機溶劑燃燒、爆炸的不安全狀態。
3.2.2加壓形式
a.直接加壓:即加壓的電極即為旋杯的折角;
b.間接加壓:即加壓的電極呈環狀圍繞在噴杯杯體外側;
c.原理區別:間接加壓和直接加壓原理不同,對漆粒進行外部間接加壓和對漆粒霧化處理,這兩個過程在時間和空間上有明顯劃分;對漆料進行外部加壓的過程中,會在外部加壓電極之間形成電離區,基于離子的運動性,它會和同性接地基質之間產生相互排斥作用,而和異性接地基質(車身)相互吸引,這樣就形成了一股離子流,一些細小物質由于其本身體積小、質量輕,因而會精確的沿著電力線移動。
d.步驟區別:“涂料霧化”和“高壓”這兩個步驟實施的先后次序有所不同;設備采用的是間接加壓,涂料必須先霧化,然后通過在電極上產生的靜電高壓使涂料帶電;設備采用直接加壓,涂料的霧化和加壓過程都在噴杯的邊緣位置上同步完成。
3.2.3電壓與霧化
靜電電壓上升,漆粒的平均粒徑會下降,造成這種現象的主要原因是靜電磁場的作用,導致漆粒表面張力有所降低;表面張力是影響旋轉式霧化噴涂效果的一個重要因素,因此在大部分性能參數恒定不變的情況下,表面張力的降低會直接導致漆粒直徑大小的降低。
3.2.4電壓與噴涂效果
在靜電磁場下,對漆粒有一個作用力,電場力的大小取決于電場強度與漆粒上的電荷量。作用力的方向同電力線的方向相同,會在一定程度上加快漆粒的運動速度。電壓升高會使產生的離流子增加,加強靜電場的電場力,被涂物體表面部位的磁力線密度較高,在折角、邊緣部位的銳角處,使涂料的上漆率增加,導致流掛、氣泡等缺陷。
3.3霧化的漆粒噴射到被涂物上
3.3.1漆粒運行的外部作用力
主要有質量慣性(離心力)、電場力、重力(萬有引力)、空氣阻力、成形空氣阻力以及噴漆室內的送排風阻力等,對漆膜的形成以及最終的噴涂效果都會產生一定程度的影響。
3.3.2影響參數(漆流均勻程度、速度、密度)
a.空氣流動傳遞漆粒
成形空氣是影響漆流噴射形狀以及漆粒運動速度的一個主要參數,渦流的形狀取決于空氣壓力的大小,成形空氣的供給情況(空氣配給環)以及噴杯的結構形狀,對于漆粒的運行軌跡起著決定性的作用。
噴射漆流分為二個主要的漆粒流:徑向漆粒流,以輻射狀從噴杯中噴出;圓錐形噴射流,以中軸向的回流漆粒流。
b.靜電磁場作用力傳遞漆粒
靜電磁場作用力傳送漆粒的過程中,漆粒不會沿著磁力線運動,因為噴杯高速旋轉所產生的渦流及其本身的重力,以及噴杯內輻射狀離心漆粒所產生的離心力會對漆粒的運行軌跡造成一定影響。磁力線本身對于漆粒達到被涂物的途徑有一定影響。
噴杯和被涂物之間會形成一個較大的渦流,在這個區域內漆粒會單次或多次運動,同時有一些漆粒從渦流中甩出,在渦流中還存在漆流的回流,漆粒回流的程度會在電壓被切斷的瞬間急劇增大。
3.3.3漆粒運行
a.質量慣性與運動軌跡,漆粒會沿著電力線達到被涂物(接地基材),在過程中,由于漆粒存在質量慣性,因此漆粒的實際運動軌跡和傳遞路徑存在偏差。可能會在基材表面形成一些不規則的漆斑,或者在霧化裝置或自動運行設備上留下一些析出物質(如污物)。
b.采用靜電式旋杯噴涂設備噴涂,涂層厚度呈輻射狀分布。輻射狀是指在靜止狀態下取得涂料的噴射形狀,其涂層厚度由四周向中心遞減,涂層厚度分布不均勻,主要是由于霧化噴涂裝置結構所造成的,但通過加大成形空氣的量,可在一定程度上緩和。
3.3.4粒徑的分布
采用空氣霧化裝置噴涂時,小顆粒漆粒隨著物體表面氣流方向的轉換而變化運行方向,可能無法準確達到被涂表面;而大顆粒漆粒由于其本身的質量較大,故不易偏離其運行軌道(專業測定10μm漆粒到達被涂面約10%,40μm約80%)。
采用靜電旋杯噴涂時,小顆粒漆粒由于其本身質量輕,容易沿著磁力線到達被涂物體表面,而大顆粒漆粒容易在離心力作用下被甩出,成形空氣和磁力還不足以使大顆粒的漆粒克服離心力作用,進而到達被涂物體表面。由此得出旋杯轉速是影響霧化粒徑大小分布的重要影響因素。
3.4成膜
3.4.1在評價噴涂質量時,應關注幾項性能參量
a.油漆漆粒大小及分布均勻程度;b.噴漆過程中,噴杯圓錐霧粒形狀;c.噴射流中漆粒的速度及分布;d.噴杯圓錐內漆粒速度;e.噴漆時油漆漆粒密度;f.漆粒在沖擊被涂物表面時的脈沖;g.油漆漆粒動能;h.漆粒相互碰撞頻率。
3.4.2流量對噴射漆流的影響
涂料流量的加倍會加重噴射漆流中央漆粒的回流現象,并使漆粒回流的區域范圍擴大;在成形空氣量恒定不變情況下,噴射漆流寬度會擴大;涂料流量的增大對于漆粒直徑沒有太大的影響,涂料流量的加倍使漆粒直徑擴大約1.5~2μm。
涂料流量對霧化粒徑影響較小,但對漆膜厚度影響較大(一般素色漆膜厚≤22μm,金屬漆≤18μm);清漆在不流掛前提下,可適當增加膜厚,以提高漆膜流平效果與豐滿度。
施工粘度對霧化粒徑影響較小,粘度降低漆膜趨簿,底色漆效果顏料平行于底材排列傾向性加大。
3.4.3成形空氣對噴涂效果的影響
當在旋杯邊緣發生靜電霧化時,附近接地的工件有一個相反電位,然后漆滴就被工件吸引。因此漆滴所形成的云霧就向工件移動。較小的漆滴更容易直接到達工件,而較大的漆滴則漂移較長的距離。因此用這種方法在成形的工件上如車身等就不能得到一個厚度分布均勻的漆膜。通過使用成形空氣,漆霧被聚集在一起并直接導向工件。成形空氣提供了一個控制因素,幫助避免涂裝過量或不足。
成形空氣釋放量的降低,圓錐形噴射漆流的寬度有所擴大。當成形空氣的量達到70NL/min時,噴射漆流的中心位置上的涂層厚度會較周圍來得小,即形成一個涂層凹陷,可以通過適當擴大漆流回流區域來抑止;隨著成形空氣量加大,噴射漆流中央部位上的涂層厚度會明顯增加,可通過減小漆粒回流來抑止。
3.4.4電壓值高低對噴涂效果的影響
不對設備施加高壓,則會在噴涂過程中導致巨大的漆流回流現象,被涂物體表面會出現明顯的渦流。隨著電壓逐步升高至40kv,圓錐形噴射漆流的寬度明顯增加。回流漆粒的數量會減小,被涂物體表面的渦流現象會相應減輕。隨著電壓進一步升高至80kv,圓錐形噴射漆流的寬度會進一步擴大,但不如電壓從0升至40kv時,寬度增大明顯,回流漆粒的數量會進一步減小。
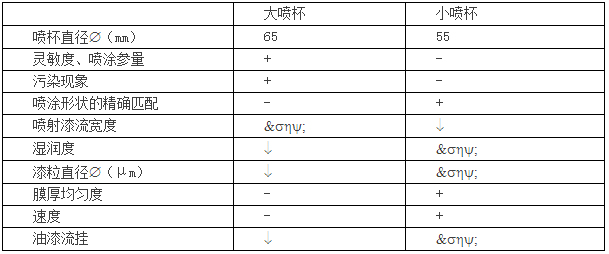
3.4.5噴杯對噴涂效果的影響
旋杯有鋸齒狀(單線、交叉)、非鋸齒狀,邊緣結構的變化、直徑的變化,旋杯的選型,主要跟選型機器人、油漆材料以及噴涂工藝等有關。
3.4.6色彩與色調的影響
高速靜電旋杯以及采用空氣霧化噴槍噴涂色漆(金屬漆、珠光漆)兩者的噴涂效果在色澤度、色彩度上有明顯區別,用旋杯噴涂的金屬色漆,色澤較深,色彩鮮艷。造成不同色彩噴涂效果的主要原因是金屬漆漆膜中金屬粉的含量,噴射漆流中金屬粉的分布,表面覆蓋能力,漆粒相互碰撞的脈沖(漆膜中金屬粉片的含量),金屬粉在漆膜中定向排列等因素影響。
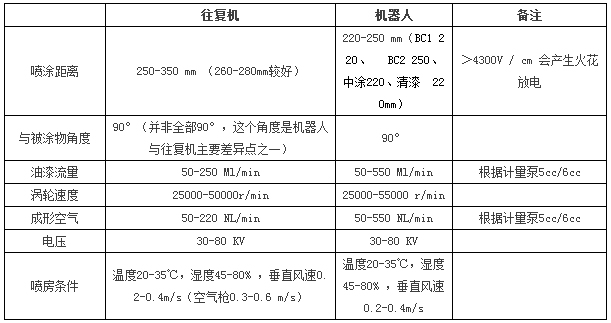
4 靜電噴涂參數管理
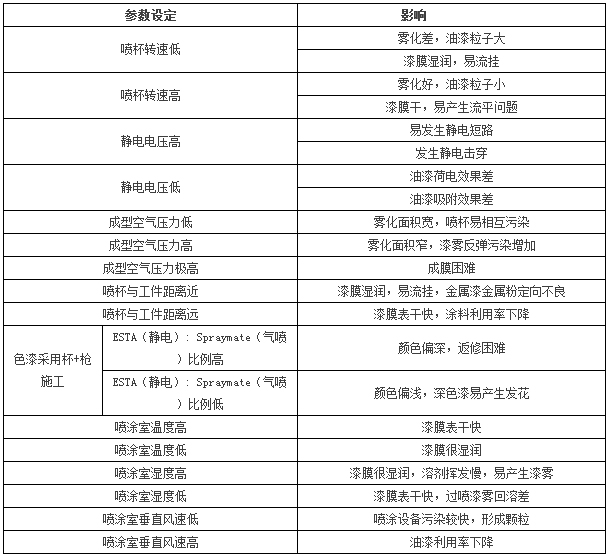
4.1應用參數(如下圖)
4.2靜電噴涂質量的影響分析
4.3靜電噴涂工件運動仿形
4.3.1建立參考位圖
a.往復機位圖
位圖文件*.dwg格式轉化為*.bmp格式,屬性必須符合:側面位圖尺寸(700*260像素點),正面位圖尺寸(260*260像素點)。
轉化步驟:1)將*.dwg格式的工件三視圖(1:1比例),逐一復制在Windows程序附件畫圖中;2)復制后計算車型實際尺寸與像素點比例,對復制圖像調整;3)調整整幅圖的像素點,至必須的尺寸;4)對圖紙進行調色或繪色;5)俯視圖表示為*D.bmp,正視圖表示為*F.bmp,后視圖表示為*R.bmp,側視圖表示為*S.bmp。
b.機器人位圖
使用3D軟件CATIA,將工件三維數模圖轉化為*.wrl格式的文件,文件一般在幾十MB,占用存儲空間較大,可以在機器人操作程序中的車身操作與存儲中進行10-90%的存儲壓縮轉化為*.iv文件,適當減少文件大小。
4.3.2建立仿形
往復機運動為1個坐標軸系,分為X、Y、Z、A、B軸運動;機器人運動為6或7個坐標軸系,分為X、Y、Z、A、B、C軸運動。
根據不同噴涂設備廠家提供的技術材料,進行線下仿形制作,制作時注意運動距離的極限位置,機器人仿形特別關注運動安全半徑。線上仿形驗證的相關工作,首先驗證無實車狀態時的模擬運動是否正常,再驗證實車狀態時的運動是否正常,需要在霧化器前端固定工藝距離要求的尼龍桿,實車檢驗槍距、運動軌跡搭接、運動速度等,修改優化至滿足使用條件。
4.3.3建立噴涂參數
根據線體節拍和工藝膜厚要求,經理論計算后建立不同顏色噴涂參數,包括噴涂值、渦輪速度、整形空氣、電壓等,噴涂實車驗證膜厚、色差是否符合工藝要求,調整優化至工藝要求范圍內。
5 結語
隨著工程機械技術的不斷進步,涂裝噴涂設備也在日新月異,始終以一種更高效、更環保、更便捷的特性服務于油漆車身的噴涂工作。進而涂裝設備的更新與涂裝工藝如何實現共贏,是當今涂裝人努力實踐和探討的方向之一。希望此文可以給讀者以啟發,工作中得以應用。
選購噴涂首選廣州拓珅表面處理有限公司,噴涂廠家,噴涂加工廠 ,值得信賴